Maschinenbau
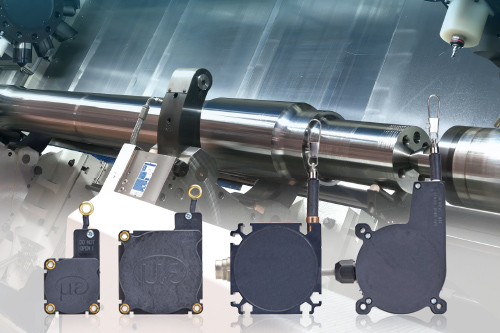
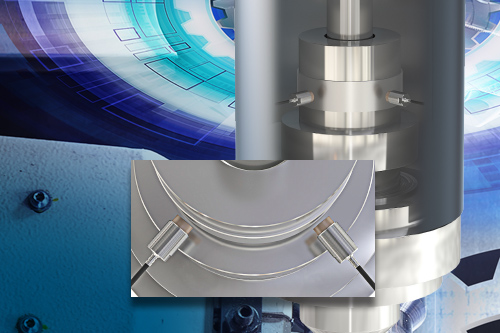
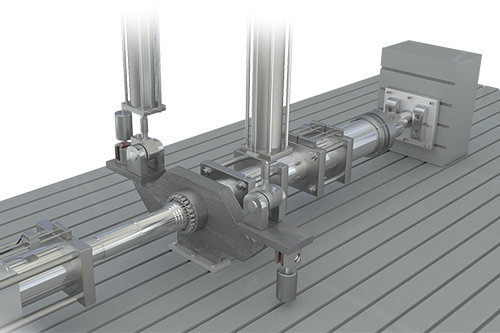
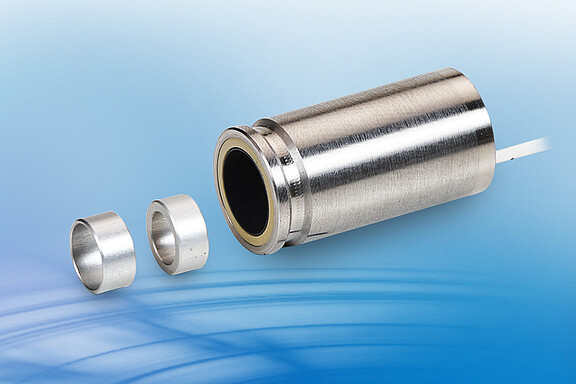
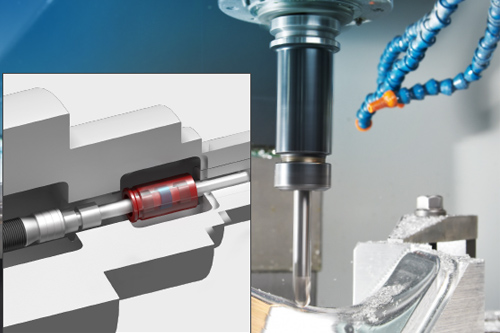
Als langjähriger Partner im Maschinen- und Anlagenbau bietet Micro-Epsilon ein breites Spektrum an Sensoren und Messsystemen. Miniaturisiert und in Maschinen integriert messen Wegsensoren Maschinenbewegungen, Positionierung und Verfahrwege und sorgen für einen sicheren Maschinenbetrieb. Für Automaten und prozessintegrierte Maschinen überwachen Sensoren von Micro-Epsilon unterschiedlichste Größen der gefertigten Produkte.
Insbesondere dort, wo raue Umgebungsbedingungen - z.B. Öl, Schmutz, Druck, Vibration und Temperatur - auftreten, überzeugen Sensoren von Micro-Epsilon mit hoher Präzision und überzeugenden Konditionen.