




































































































Auf der automatica in München präsentieren wir Ihnen zahlreiche Neuheiten aus dem Bereich der robotergestützten Messtechnik.
Stand 306 / Halle A4.

Auf der automatica in München präsentieren wir Ihnen zahlreiche Neuheiten aus dem Bereich der robotergestützten Messtechnik.
Stand 306 / Halle A4.

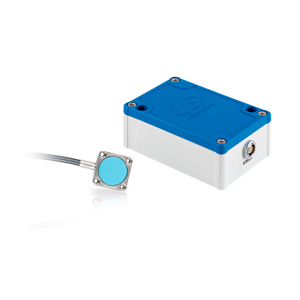
Das weltweit modernste Produktportfolio kapazitiver Sensoren bietet die Reihe capaNCDT von Micro-Epsilon. Diese Sensoren messen Weg, Abstand und Position im industriellen Umfeld in Messbereichen von 50 µm bis 10 mm. Neben der Hochpräzision bei einer…

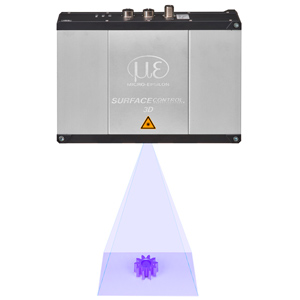
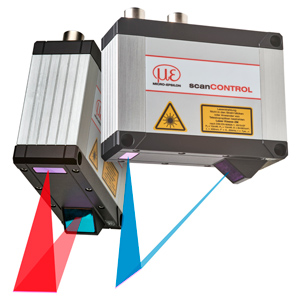
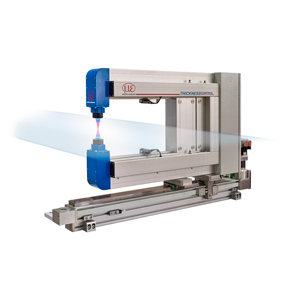
Mit der neuen Generation der 3D-Snapshot-Sensoren surfaceCONTROL wird ein neues Level in der 3D-Oberflächenmesstechnik erreicht. Die Sensoren bieten mit 0,25 µm nicht nur höchste Z-Präzision sondern jetzt auch eine herausragende XY-Auflösung mit bis…

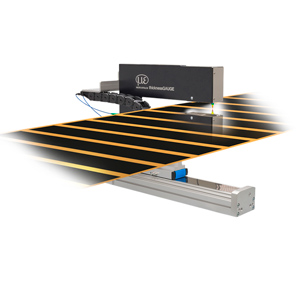
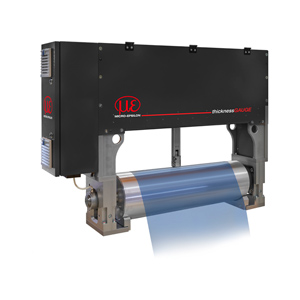
Auf beiden Messen präsentieren wir Ihnen Neuheiten unserer präzisen Sensorikprodukte, auch für Hochpräzisionsanwendungen in der Batterieproduktion, sowie deren vielfältige Anwendungsmöglichkeiten.