





































































































Für präzise und stabile Temperaturmessungen in Industrieprozessen hat Micro-Epsilon drei neue Pyrometer thermoMETER UC, SE und FI entwickelt. Sie bieten erstklassige Temperaturkompensation und Signalqualität, optimale Anpassbarkeit für…
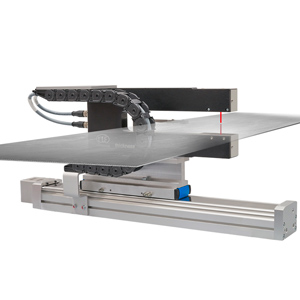
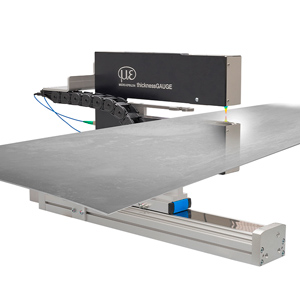
Die neuen konfokal-chromatischen Controller der Reihe confocalDT IFC2411 und 2416 ermöglichen Abstands- und Dickenmessungen. Die kompakten und robusten Controller setzen neue Maßstäbe in Präzision und Geschwindigkeit – mit hoher Lichtstärke und 25…
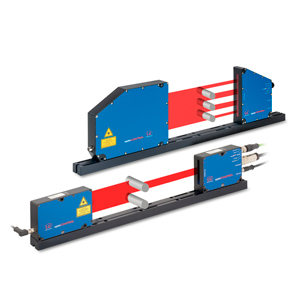
Das High-Performance LED-Mikrometer optoCONTROL 2700 überzeugt durch höchste Präzision und einfache Handhabung. Eingesetzt wird es unter anderem bei der Inline-Qualitätskontrolle und der Maschinenüberwachung. Mit den Messbereichen von 10 und 40 mm…